
This, to me, is the point of sculpture as art.

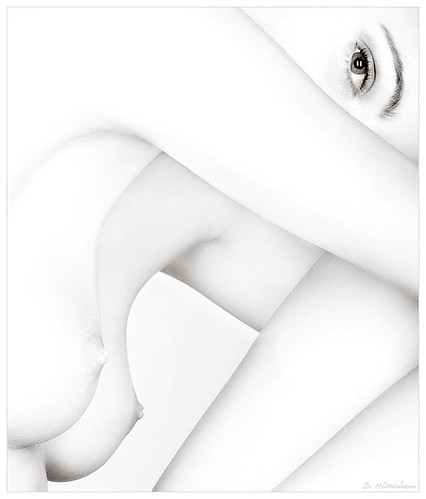
One of the artists I have recently discovered during my research is fashion photographer, Bruno Birkhofer. I share his passion for the artistic shapes and lines that can be described by the body held in a beautiful or unusual pose. He captures his models photographically and freezes the pose in time but also selects just one angle from which the model will be viewed. My attempts to convert these great photos into 3D models aim to allow these forms to be appreciated from any direction and angle.
Looking back over the work I have done so far allowed me to reflect that one of the pieces I most enjoyed creating was Metamorphosis. I still think it's a strikingly dramatic pose. So, when I saw this Bruno Birkhofer picture I immediately recognised an opportunity for a new sculpture.

I have started work on the pose and, although it still needs some refinement, I'm pleased with the way it's progressing. The next stage is to begin cleaning up the mesh to make it printable and finish working on the hair.



One of the artists I have recently discovered during my research is fashion photographer, Bruno Birkhofer. I share his passion for the artistic shapes and lines that can be described by the body held in a beautiful or unusual pose. He captures his models photographically and freezes the pose in time but also selects just one angle from which the model will be viewed. My attempts to convert these great photos into 3D models aim to allow these forms to be appreciated from any direction and angle.
Looking back over the work I have done so far allowed me to reflect that one of the pieces I most enjoyed creating was Metamorphosis. I still think it's a strikingly dramatic pose. So, when I saw this Bruno Birkhofer picture I immediately recognised an opportunity for a new sculpture.

I have started work on the pose and, although it still needs some refinement, I'm pleased with the way it's progressing. The next stage is to begin cleaning up the mesh to make it printable and finish working on the hair.

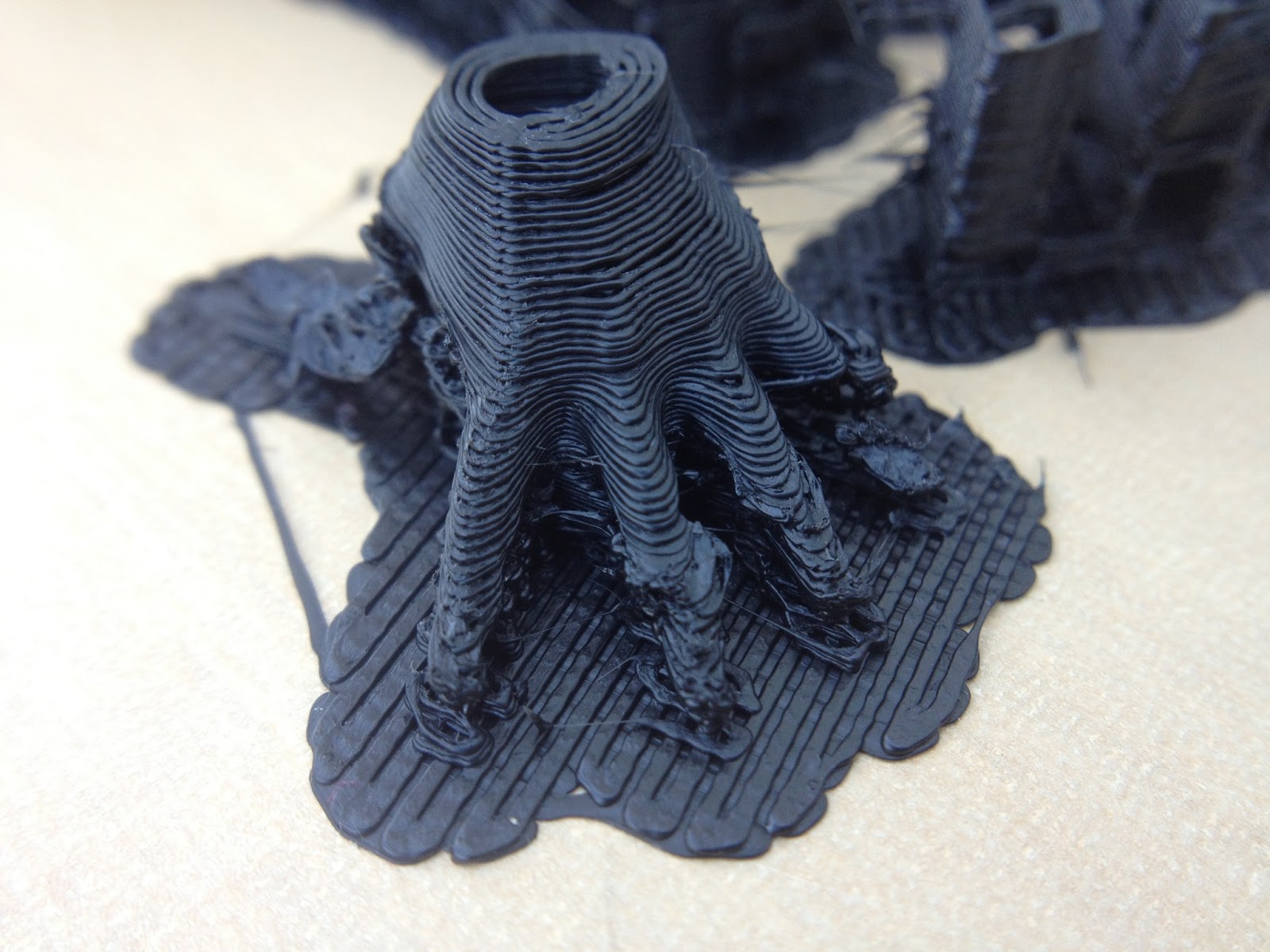
I decided to print the model at a higher resolution than I used for Recline and opted for a 0.15 mm layer height. The print came out very well with only the underside of the horizontal surfaces looking rather ragged. This should improve with the final smoothing in acetone vapour.

Before smoothing
The finished sculpture





































{kind=link}