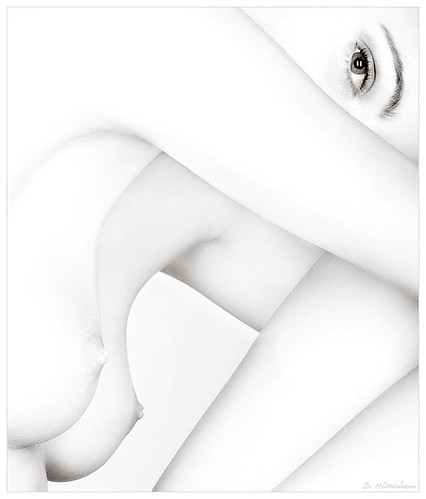
Here's my new project. I've started a collection of potential sculptures on Pinterest and, having printed several curled up models, I fancied trying a more open, reclining pose like this one. I have now discovered that this is one of the 'Square Nudes' series by Carsten Witte.
The amount of support material required should be fairly minimal although the steep angle under the upper back may need some. Additionally, the palms of the hands are raised off the ground and will also need supporting.
Another of the challenges will be to deal with the area where the thighs and calves will inevitably overlap after posing the model.
More to follow ...
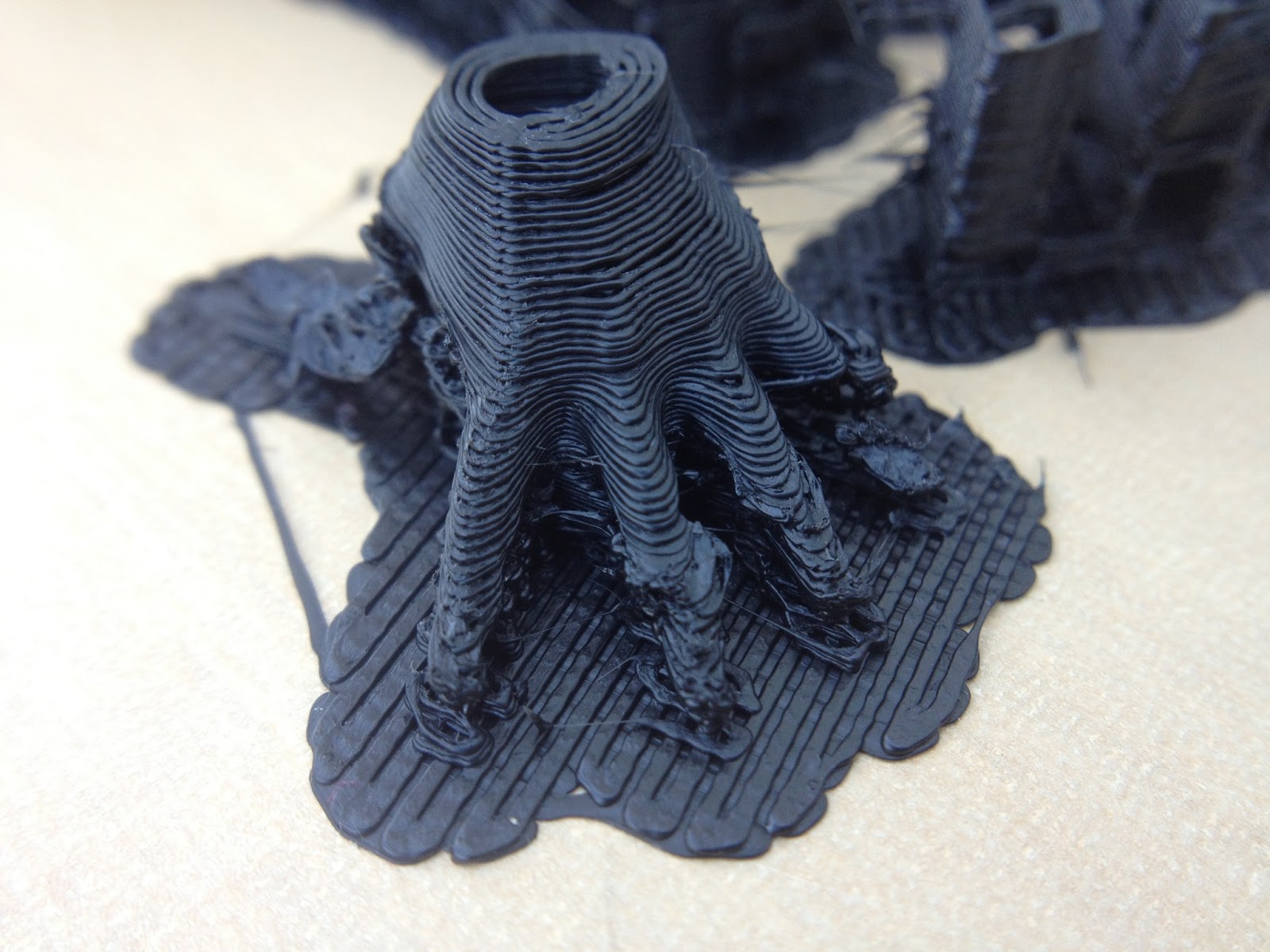
Turns out that I still haven't quite got this 3D printing lark completely sussed yet. The modelling went quite well. I even broke with tradition and tried leaving the mouth open a bit to allow the front teeth to show. This, in turn, meant having to devise a different technique for closing off the open edges in the mouth area.
As usual, I opted to use Kisslicer to generate the gcode because I still find that it produces the best support material. The problems started when I began to print. In spite of the fact that I was using the same settings as I have for all my other prints (ABS at 240C, 0.2 mm layer height, 0.4 mm line width), the extrusion seemed thinner than usual and the inter-layer bonding was poor. The model finally appeared from the build chamber with several large cracks including a complete break in one of the arms.
The other major problem was that the fingers appeared to be poorly formed and looking as though they might come away with the support material. I haven't tried removing the support yet, due to lack of time, but I really don't hold out much hope for saving this print.
One of the factors that has changed is my new hot end which has a 0.4 mm nozzle, whereas my previous one had a 0.5 mm diameter hole. Slic3r includes a place to enter the diameter of your nozzle but apparently Kisslicer does not. I have never quite understood the logic of this, so I don't really know whether it could be a possible factor in explaining the latest failure.
I'll probably give it another try and maybe just turn up the flow rate a bit.